Common injection defects and optimization methods
Q1: cold material mark at gate position
Describe
Product
material PC , color , clear ,hot runner with side gates .
Defects
There are
obvious surface defects such as cold material mark and water spray at the
gate on the product surface .
Cause
1. The
material flow quickly from the gate through the runner , enters the product surface. at the moment of entering the mold, the material
with high temperature cools instantly, forming cold material marks on the
surface.
2. Gate
location problems , the material flows through the gate and directly rushes
to the product surface without buffer.
Optimization
Change the side gate to sub-gate ,to avoid the material flow to rush
directly onto the product surface. it should be designed at the product
flanging to buffer the turbulent material flow.
Results
Changed the gate type, the product defects get solved
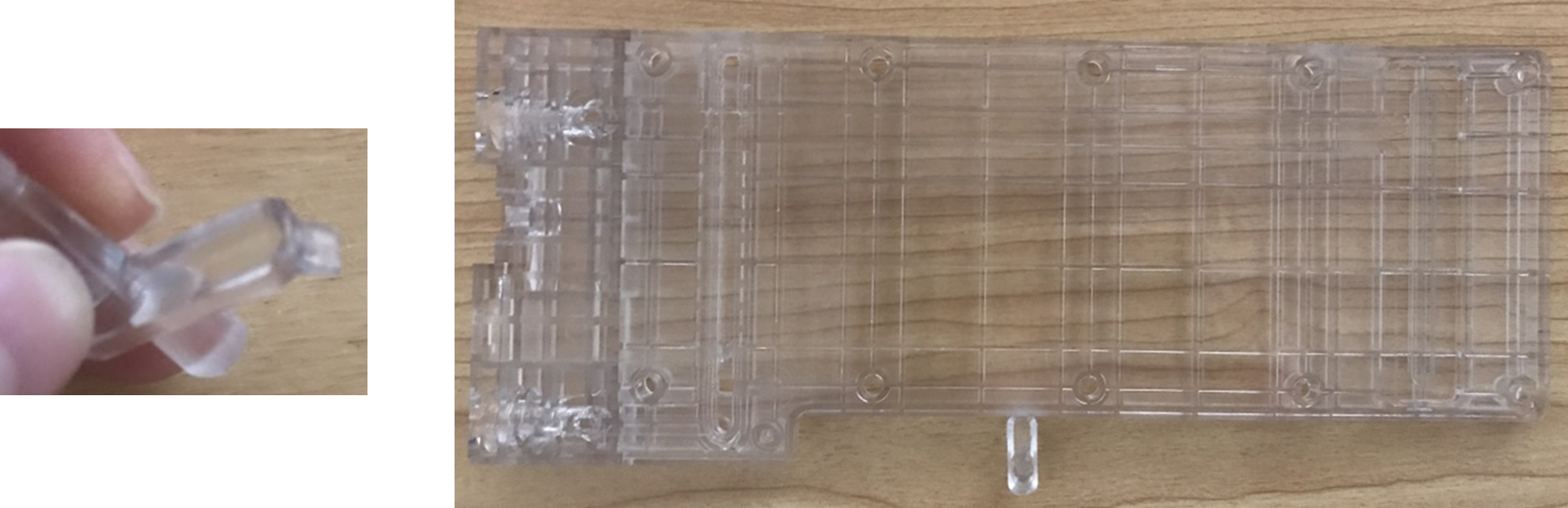
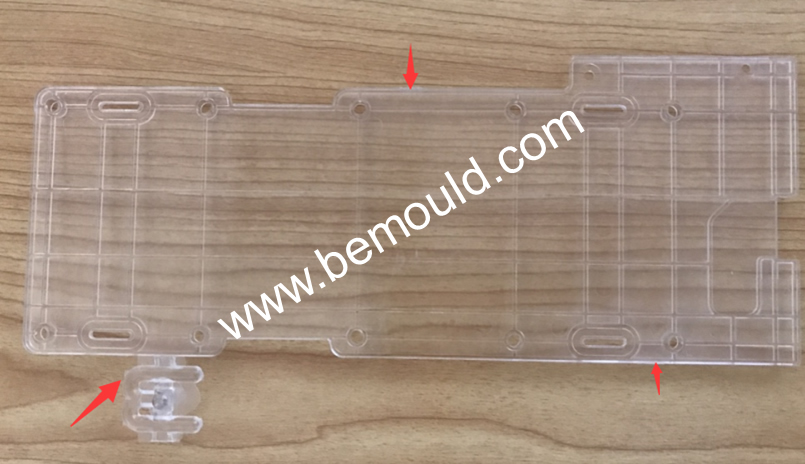
Q2 :The sizes of both sides of transparent thin-walled parts are different .
Describe
Product
material PC , color , clear ,hot runner with side gates .
There are some area
Defects
Obvious
shrinkage on one side of the product and inconsistent dimensions on both
sides.
Cause
The product
has one gate on one side and two gates on the other side. The filling of
thin-walled parts is unbalanced , if 2 gates on two sides , there will be obvious air
traps in the middle of the product, which cannot be eliminated by exhaust .
Optimization
It is recommended to increase the wall thickness of the product from
the original 1.5mm to 1.7mm
Results
The product defects get solved
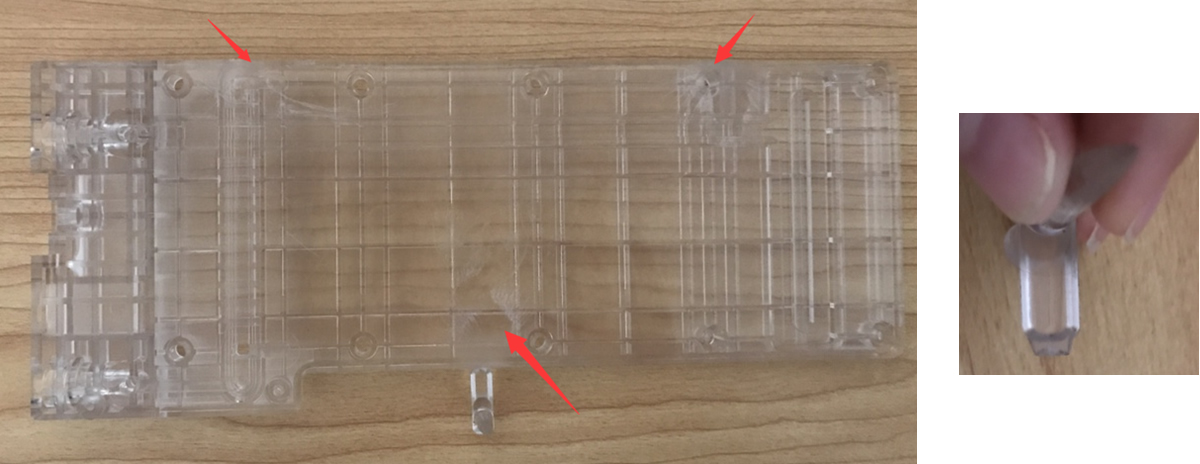
Q3: short shot at thin wall thickness position
|
Describe |
Product material PC , color , clear ,hot runner with side gates . The wall thickness of the inner frame of the product is about 0.8mm . |
|
Defects |
Short shot at thin wall thickness position(0.8mm)
|
|
Cause |
If the wall thickness of the product is too thin, the material flow shall first fill the position with thicker wall thickness, and then return to the position where the material shortage is filled. The thin wall position may be frozen, and the refilled material needs to cross the cold material to fill the empty space. The pressure required will increase and the exhaust is not enough. |
|
Optimization |
Additional exhaust for mould |
|
Results |
The product defects get solved |

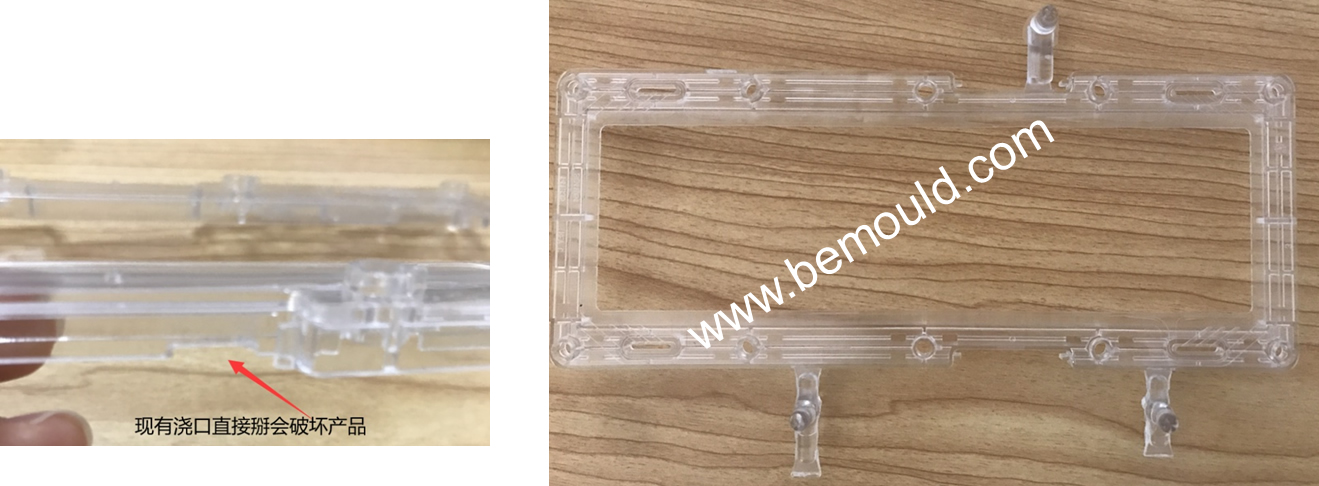
Q4: Requirements of product gate position on strength
|
Describe |
Product material PC , color , clear ,hot runner with side gates . The wall thickness of the inner frame of the product is about 0.8mm . |
|
Defects |
Cutting the gate will damage the product |
|
Cause |
The side gate is designed at the product parting position, where the strength is not enough, and the side gate is 9 * 1mm, which is easy to damage the product when cutting the gate. |
|
Optimization |
Change the gate type from side gate to sub-gate |
|
Results |
The product defects get solved |